一种锅架及其制作方法与流程
宠物疫苗接种的重要性及其流程 #生活乐趣# #日常生活乐趣# #宠物陪伴的乐趣# #宠物健康知识#
本发明涉及厨房灶具技术领域,尤其是一种多层复合锅架及其加工方法。
背景技术:
在日常生活中,安装在燃气灶上的锅架各式各样,为了提高燃气灶的加热效率以及防止燃气灶面板处温度过高对燃气灶腔体内部的零部件造成损坏,锅架通常都具有隔热保温的功能。现有技术中的锅架很多都制作成中空结构,这种中空结构通常由锅架的挡圈与锅架的聚能环组成,在中空结构中形成隔热空气腔,具有隔热保温的功能。而现在的生产厂家为了防止锅架烧变形以及生锈,一般采用316不锈钢材料制作带有中空结构的锅架,这种制作方法成本高昂,使得燃气灶的整体价格偏高,不利于市场竞争。
技术实现要素:
针对现有技术存在的问题,本发明的目的在于提供一种多层复合锅架及其加工方法,通过使用多种复合材料制作锅架,降低材料成本。
为实现上述目的,本发明的技术方案如下:
一种锅架的制作方法,步骤包括:
第一步,通过模具分别形成所述锅架的上盖板和下盖板;
第二步,在所述上盖板上安装有若干个角片,所述上盖板安装到所述下盖板上,形成中空隔热腔体;
第三步,在所述锅架的表面通过冷喷涂工艺喷涂不锈钢材料金属,形成不锈钢材料金属涂层;
第四步,在所述不锈钢材料金属涂层的表面喷涂耐高温陶瓷,形成耐高温陶瓷涂层。
进一步,所述第一步中,所述上盖板与所述下盖板均拉伸成型为环形结构,所述下盖板上设置有脚架结构,所述下盖板与所述脚架结构一体成型。
进一步,所述第二步中,所述上盖板焊接到所述下盖板上,在焊接位置,所述上盖板与所述下盖板的连接处部分重叠。
进一步,所述第二步中,在所述上盖板上的周向开设所述角片的安装位,所述角片卡接到所述安装位中。
进一步,所述第四步中,在喷涂所述耐高温陶瓷涂层前,将所述锅架进行预热,预热温度为45-60℃,待预热完成后,使用喷枪进行喷涂陶瓷涂料,然后加热固化,形成所述耐高温陶瓷涂层。
进一步,所述喷枪口径为0.8-1.4mm,喷涂压力为2-4kgf/cm2。
进一步,所述加热固化时,温度为260-280℃,固化时间为10-15min。
本发明还提供了一种技术方案,一种采用上述多层复合锅架的制作方法制成的锅架。
进一步,所述不锈钢金属涂层为sus316或sus430或sus304。
进一步,所述不锈钢材料金属涂层的厚度为0.1-0.2mm,粗糙度为3-5μm。
本发明中一种锅架及其加工方法,通过利用板材成型制成锅架的上盖板和下盖板,在上盖板和下盖板组成的中空结构上使用不锈钢材料进行冷喷涂,在锅架表面形成一层不锈钢金属涂层,再在此基础上进行耐高温陶瓷涂层的喷涂,这样在保证锅架具有隔热保温功能的同时,大大减少了不锈钢材料的使用,从而节省了锅架的制作成本。
除此之外,上盖板与下盖板之间形成的中空隔热腔体利用空气的导热性能差的特点,使得燃气灶燃烧时的热量被大量聚集在锅底,提升了加热效率。
附图说明
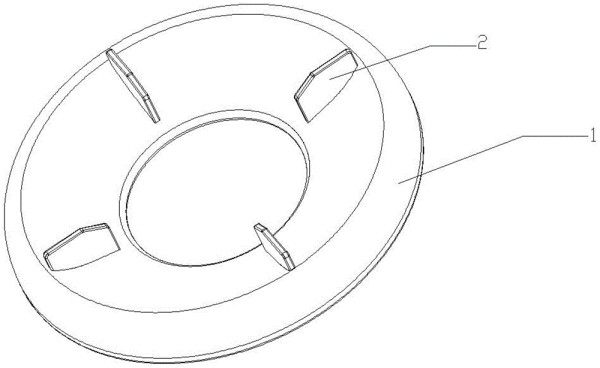
图1为本发明立体图;
图2为本发明主视图;
图3为本发明剖面示意图;
图4为本发明部分剖面放大示意图;
图5为本发明复合材料示意图;
图6为本发明复合材料放大示意图。
具体实施方式
为了使本领域的技术人员更好地理解本发明的方案,下面结合本发明示例中的附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的示例仅仅是本发明的一部分示例,而不是全部的示例。基于本发明的中示例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施方式都应当属于本发明保护的范围。
在本实施方式的描述中,术语“内”、“外”、“前”、“后”、“左”、“右”等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于区别类似的对象,而不能理解为特定的顺序或先后次序,应该理解这样的使用在适当情况想可以互换。
为清楚地说明本发明的设计思想,下面结合示例对本发明进行说明。
一种锅架的制作方法,步骤包括:
第一步,通过模具分别对所述锅架的上盖板和下盖板进行成型;
第二步,若干个角片安装到所述上盖板上,所述上盖板安装到所述下盖板上,其中,所述上盖板和所述下盖板之间形成中空隔热腔体;
第三步,通过冷喷涂工艺将不锈钢材料金属喷涂到所述锅架的表面,形成不锈钢材料金属涂层;
第四步,在所述不锈钢材料金属涂层的表面喷涂耐高温陶瓷,形成耐高温陶瓷涂层。
本示例一种锅架及其加工方法,通过用冷板材料制成锅架的盖板,在上盖板和下盖板组成的中空结构上使用不锈钢材料进行冷喷涂,在锅架表面形成一层不锈钢金属涂层,再在此基础上进行耐高温陶瓷涂层的喷涂,这样在保证锅架具有隔热保温功能的同时,大大减少了不锈钢材料的使用,从而节省了锅架的制作成本。
除此之外,上盖板与下盖板之间形成的中空隔热腔体利用空气的导热性能差的特点,使得燃气灶燃烧时的热量被大量聚集在锅底,提升了加热效率。
为了更加清晰的对本发明中的技术方案进行阐述,下面以具体实施例的形式进行说明。
实施例一
如图1、2、6所示,本发明一种锅架及其制作方法,步骤包括:
第一步采用spcc冷板材料6在模具中分别拉伸成锅架的上盖板1-1和下盖板1-2结构,其中,上盖板1-1和下盖板1-2均为环形结构,两者盖合形成中空隔热腔体;在上盖板1-1成型过程中,在上盖板1-1的周向设置有四个角片2的安装位,角片2插接在安装位中固定,然后将连接处焊接为一体,焊接部位抛光打磨均匀。如图3所示,下盖板1-2在成型过程中,拉伸形成脚架结构3,在本实施例中该脚架结构3为四个台阶状的支脚,用于将锅架支撑在燃气灶的面板上。
第二步,如图4所示,将上盖板1-1与下盖板1-2搭接到一起,将搭接部位焊接成为一体,焊接部位抛光打磨均匀。
第三步,应用冷喷涂工艺在锅架外层喷一层不锈钢材料金属涂层5,厚度0.1~0.2mm,粗糙度ra为3~5um。
第四步,将冷喷涂完成的锅架进行预热,预热温度为45-60℃,待预热完成后,使用喷枪进行喷涂陶瓷涂料,然后加热固化,形成所述耐高温陶瓷涂层4,喷枪口径为1.0mm,喷涂压力为2-4kgf/cm2,进行所述加热固化时,温度为260-280℃,固化时间为10-15min,固化后形成膜厚为10~35μm能够耐高温,着色力强的陶瓷涂层4。
上述制作步骤中,角片2的制作材质为不锈钢材料5,这里的不锈钢材料5为sus316或sus430或sus304的任意一种。在本实施例中,使用sus316这一型号的不锈钢。
在下盖板1-2进行拉伸成型时,采用分段拉伸的方式形成台阶状的支脚,台阶状的支脚可以避免支脚在模具中太深拉出时出现破裂的情况,采用分段拉伸的方式可以提升产品的质量。
应用的冷喷涂技术主要使sus316金属粉末在spcc锅架表面发生塑性变形而沉积形成涂层。
锅架喷涂耐高温陶瓷涂层4:将冷喷涂完的锅架先进行预热,预热温度为45~60℃,然后进行喷涂陶瓷涂料,喷枪口径选用1.0mm,喷涂压力2~4kgf/cm2,然后加热固化,温度设为260~280℃,固化时间为10~15min,固化后形成膜厚为10~35μm,能够耐高温着色力强的陶瓷涂层4。
最后,根据用户的需求可以在锅架的陶瓷涂层4上面着色。
实施例二
一种采用复合材料制成的锅架,制作方法如实施例中所述的一致,本实施例中锅架安装在燃气灶的承液盘上。
需要说明的是,除了上述给出的具体示例之外,其中的一些结构可有不同选择。如,使用喷枪进行喷涂陶瓷涂料时,喷枪口径为0.8-1.4mm内即可;而这些都是本领域技术人员在理解本发明思想的基础上基于其基本技能即可做出的,故在此不再一一例举。
最后,可以理解的是,以上实施方式仅仅是为了说明本发明的原理而采用的示例性实施方式,然而本发明并不局限于此。对于本领域普通技术人员而言,在不脱离本发明的原理和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本发明的保护范围。
网址:一种锅架及其制作方法与流程 https://www.yuejiaxmz.com/news/view/356259
相关内容
一种按摩膏及其制作方法与流程一种按摩膏及其制备方法与流程
一种空气清新剂及其制备方法与流程
一种防止水杯倾斜的自平衡杯托及其制作方法与流程
一种刮痧油及其制备方法与流程
一种消毒鞋柜及其工作方法与流程
锅具支架的制作方法
一种多功能烹饪器具及其烹饪方法与流程
一种水杯及其水杯挂架的制作方法
一种除异味型地毯及其制备方法与流程
随便看看
最新动态分享
- 生活中有哪些有效的去味方法?
- 10个免费生活小妙招,轻松解决烦恼!
- 屋里如何去味
- 如何清除家中的异味儿
- 教你生活小窍门,6种方法清除异味,简单有效!
- 家中气味的去除8大方法
- 装修完新房,怎样除味呢?
- 学会这些小技巧,消灭家里各种“怪味”!一分钱不花还超简单!
- 怎样有效地清除室内的异味呢
- 屋里去味用什么办法
热点动态分享
- 2833
- 2703
- 2679
- 2369
- 2214
- 1844
- 1654
- 1501
- 1402
- 1315

