玻璃钢成型工艺技术手册
手绘玻璃杯:DIY艺术玻璃工艺 #生活技巧# #手工DIY技巧# #DIY教程#
第 2 页 共 39 页
第一章 玻璃钢制作工艺
1-1 玻璃钢基础知识
玻璃钢是什么
玻璃钢 FRP(Fiberglass Reinforced Plastics)亦称作 GRP(Glass Reinforced Plastics)或 GFRP(Glass
fibre reinforced plastics) 学名玻璃纤维增强塑料。它是以玻璃纤维及其制品作为增强材料,以合成树
脂作基体材料,通过一定的成型工艺而制成的一种复合材料。复合材料的概念是指一种材料不能满足使
用要求,需要由两种或两种以上的材料复合在一起,组成另一种能满足人们要求的材料,即复合材料。
玻璃钢的发展历史
1940 年,美国一家实验室的技术人员不小心将加有催化剂的不饱和聚酯树脂倾倒在玻璃布上,第二天发
现固化后的这种复合材料强度很高,玻璃钢遂应运而生。
1942 年第一艘玻璃钢渔船问世;玻璃钢管试制成功并投入使用。
二战其间,美国以手工接触成型与抽真空固化工艺,制造了收音机雷达罩与副油箱;利用胶接技术制作
了玻璃钢夹芯结构的收音机机翼;
1946 年发明了以纤维缠绕法生产压力容器的方法。
1949 年预混料 DMC(BMC)模压玻璃钢面试。
1950 年真空袋与压力袋成型工艺研究成功;手糊环氧玻璃钢直升收音机旋翼面市。
20 世纪 50 年代末,前苏联成功将玻璃钢用于炮弹引信体等军品及化工器材的生产。
1961 年德国率先开发片状模塑料(SMC)及其模压技术。
1963 年玻璃钢波形瓦开始机械化生产,美、法、日先后有高生产率的边疆生产线投生。
1972 年美国研究成功干法生产的热塑性片状模塑料。
20 世纪 80 年代,开发了湿法生产的热塑性片大辩论模塑料。瑞士、奥地利离心法成型玻璃钢管得到发
展;意大利工业化纤维缠绕玻璃钢管生产线技术成熟,产品大量使用于石化、轻工、轮船等领域。
1956 年,时任重工业部副部长、后任建材工业部长的赖际发同志赴前苏联考察玻璃钢。俄文称玻璃钢为
“玻璃塑料”(CTEKJIOIIJIACTHHK),当时中文里没有相应的词。想到材料内有玻璃,强度又高,就
叫“玻璃钢”。这就是“玻璃钢”一词的由来。
第 3 页 共 39 页
玻璃钢的理化性能
1 玻璃钢的特性
1.1 轻质高强
相对密度在 1.5-2.0 之间,只有碳钢的 1/4-1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以
与高级合金钢相比。因此,在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用
中,都具有卓越成效。某些环氧 FRP 的拉伸、弯曲和压缩强度均能达到 400Mpa 以上。
1.2 耐腐蚀性能好
FRP 是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。
已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
1.3 电性能好
是优良的绝缘材料体。高频下仍能保护良好介电性。微波透过性良好,已广泛用于雷达天线罩。
1.4 热性能良好
FRP 热导率低,室温下为 1.25-1.67kJ/(m·h·K),只有金属的 1/100-1/1000,是优良的绝热材料。在瞬
时超高温情况下,是理想的热防护和耐烧蚀材料,能保护宇宙飞行器在 2000℃以上承受高速气流的冲刷。
1.5 可设计性好
可以根据需要,灵活地设计出各种结构产品,来满足使用要求,可以使产品有很好的整体性;可以充分
选择材料来满足产品的性能,如:可以设计出耐腐的、耐瞬时高温的、产品某方向上有特别高强度的、
介电性好的等产品。
1.6 工艺性优良
可以根据产品的形状、技术要求、用途及数量来灵活地选择成型工艺;工艺简单,可以一次成型,经济
效果突出,尤其对形状复杂、不易成型的数量少的产品,更突出它的工艺优越性。
2 玻璃钢的不足
2.1 弹性模量低
FRP 的弹性模量比木材大两倍,但比钢(E=2.1×106)小 10 倍,因此在产品结构中常感到刚性不足,
容易变形。可以做成薄壳结构、夹层结构,也可通过高模量纤维或者做加强筋等形式来弥补。
2.2 长期耐温性差
一般 FRP 不能在高温下长期使用,通用聚酯 FRP 在 50℃以上强度就明显下降,一般只在 100℃以下使
用;通用型环氧 FRP 在 60℃以上,强度有明显下降。
第 4 页 共 39 页
2.3 老化现象
老化现象是塑料的共同缺陷,FRP 也不例外,在紫外线、风沙雨雪、化学介质、机械应力等作用下容易
导致性能下降。
2.4 层间剪切强度低
层间剪切强度是靠树脂来承担的,所以很低。可以通过选择工艺、使用偶联剂等方法来提高层间粘结力,
最主要的是在产品设计时,尽量避免使层间受剪切力。
玻璃钢有哪些生产方法
玻璃钢的生产方法主要分为以下几种:
手糊成型 - 手工作业把玻璃纤维织物和树脂交替铺在模具上,然后固化成型。
模压成型(SMC)- 把模压料放在金属模具中,然后闭模加热加压,使其固化成型。
注射成型(RTM 树脂传递模塑成型)- 把玻璃纤维增强材料铺放到闭模的模腔内,用压力将树脂胶液注
入模腔,浸透玻纤增强材料,然后固化成型。
玻璃钢有哪些市场应用
玻璃钢材料因其独特的性能优势,已在航空航天、铁道铁路、装饰建筑、家居家具、广告展示、工艺礼
品、建材卫浴、游艇泊船、体育用材、环卫工程等相关十多个行业中广泛应用并深受赞誉。玻璃钢制品
不同于传统材料制品,在性能、用途、寿命属性上大大优于传统制品。其易造型、可定制、色彩随意调
配的特点,深受商家和销售者的青睐,占有越来越大的市场比分,前景广阔!

第 5 页 共 39 页
1-2 玻璃钢手糊成型工艺
工艺流程
工作环境
1 作业区环境要求相对湿度:25%-75%,湿度若高于 75%时则应立即采取加温干燥或停止生产,因为
水蒸汽对聚酯、环氧树脂均有延缓并阻碍固化的作用,甚至能造成玻璃钢产品表面永久性发粘。温度控
制在15-35℃之间,温度低于15℃时,应采取供暖加温。温度高于35℃时,应采取通风、风扇、降
温和降低固化剂、促进剂比例。
2 树脂、胶衣、纤维等原料必须提前24小时进入车间,以使原材料温度与现场一致,操作现场的物料
要分类划分区域存放,并在区域内加上标识信息,如胶衣、树脂、促进剂、固化剂分别放到各自的区域,
便于工人识别,防止误用。化工材料(树脂、胶衣、漆、颜料糊)存放时应避免阳光直射。纤维材料必
须整齐的摆放在产品托架上,不能直接接触地面,避免潮湿。
3 工作场地、工装工具要求干净整洁,沾有溶剂或树脂等易燃原料的棉纱等物用后应放入专用容器,严
禁乱抛乱放。存放现场必须设置足够的消防器材,避免发生火灾。
第 6 页 共 39 页
主要材料
1 树脂:玻璃钢所使用的树脂主要分为热塑性树脂和热固性树脂两大类。通常玻璃钢以热固性树脂为主,
根据结构成分的不同,热固性树脂分为环氧树脂、酚醛树脂、不饱和聚酯树脂、环氧改性乙烯基树脂。
环氧树脂主要用于耐腐蚀、高强的领域,像航空航天领域一般就是用的这类树脂。酚醛树脂主要用于防
腐领域。现在用的最多的则是不饱和聚酯树脂和乙烯基树脂,这类树脂在常温下即可成型,操作比较方
便。同时性价比较高,所以被广泛应用。
2 胶衣:胶衣是在不饱和聚酯树脂中加入颜料和触变剂等分散而成的。主要作用是对玻璃钢制品表面的
装饰和对结构层的保护。
3 阻燃剂(填料):阻燃剂是通过若干机理发挥其阻燃作用的,如吸热作用、抑制链反应、不燃气体的
窒息作用等。多数阻燃剂是通过若干机理共同作用达到阻燃目的。阻燃剂分为添加型和反应型。添加型
阻燃剂主要是通过在树脂中添加阻燃剂发挥阻燃剂的作用。反应型阻燃剂则是通过化学反应在高分子材
料中引入阻燃基团,从而提高材料的抗燃性。在阻燃剂类型中,添加型阻燃剂占主导地位,使用的范围
比较广。常用阻燃剂类型有氢氧化铝、玻璃微珠等。
4 促进剂:可以提高树脂反应速率的一种用量较少的物质。
5 固化剂:树脂的固化是经过缩合、闭环等化学反应使热固性树脂发生不可逆的变化过程。固化剂能使
树脂(胶衣)发聚合或交联作用而转变成硬化材料。
6 玻璃纤维:玻璃纤维是一种性能优异的无机非金属材料。成分为二氧化硅、氧化铝、氧化钙、氧化硼、
氧化镁、氧化钠等。它是以玻璃球或废旧玻璃为原料经高温熔制、拉丝、络纱、织布等工艺。最后形成
各类产品,玻璃纤维单丝的直径从几个微米到二十几米个微米,相当于一根头发丝的 1/20-1/5,每束纤
维原丝都有数百根甚至上千根单丝组成,通常作为复材料中的增强材料,电绝缘材料和绝热保温材料,
电路基板等,广泛应用于国民经济各个领域。
玻璃纤维制品的品种与用途 —
无捻纱 是由平行原丝或平行单丝集束而成的。主要用于缠绕、模具各边角的填充。
表面毡 这类毡由于采用中碱玻璃(C)制成,故赋予玻璃钢耐化学性特别是耐酸性,同时因为毡薄、玻
第 7 页 共 39 页
纤直径较细之故,还可吸收较多树脂形成富树脂层,遮住了玻璃纤维增强材料(如方格布)的纹路,起
到表面修饰作用。
短切毡 将玻璃原丝切割成 50mm 长,将其随机但均匀地铺陈在网带上,随后施以乳液粘结剂或撒布上
粉末结剂经加热固化后粘结成短切毡。对短切毡的质量要求如下:①沿宽度方向面积质量均匀;②短切
原丝在毡面中分布均匀,无大孔眼形成,粘结剂分布均匀;③具有适中的强度;④优良的树脂浸透性。
连续毡 将拉丝过程中形成的玻璃原丝或从原丝筒中退解出来的连续原丝呈 8 字形铺敷在连续移动网带
上,经粉末粘结剂粘合而成。连续毡中纤维是连续的,故其对复合材料的增强效果较短切毡好。主要用
在拉挤法、RTM 法、压力袋法及玻璃毡增强热塑料(GMT)等工艺中。
方格布 是无捻粗纱平纹织物,是手糊玻璃钢重要基材。方格布的强度主要在织物的经纬方向上,对于
要求经向或纬向强度高的场合,也可以织成单向方格布。对方格布的质量要求如下:①织物均匀,布边
平直,布面平整呈席状,无污渍、起毛、折痕、皱纹等;②经、纬密,面积重量,布幅及卷长均符合标
准;③卷绕在牢固的纸芯上,卷绕整齐;④迅速、良好的树脂透性;⑤织物制成的复合材料的干、湿态
机械强度均应达到要求。用方格布铺敷成型的复合材料其缺点是层间剪切强度低,耐压和疲劳强度差。
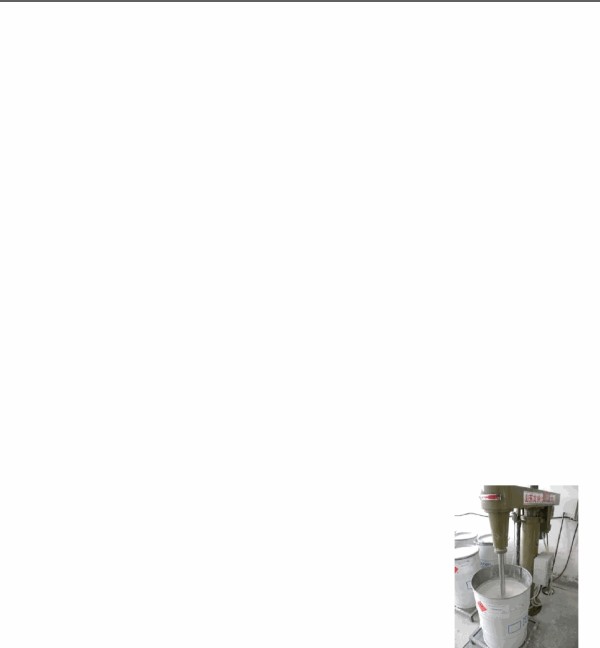
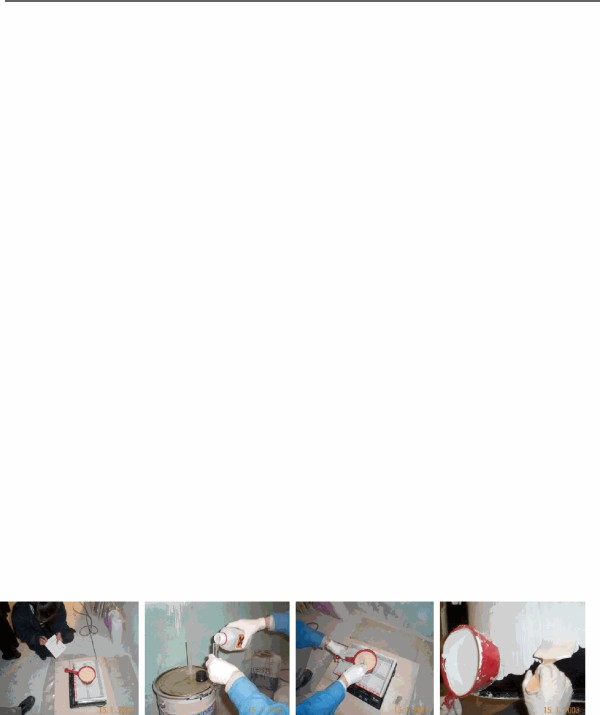
调配树脂
1 使用工具
电动搅拌机、调胶棒、量杯、电子称、塑料勺、调胶桶
2 操作过程
预促型树脂配料添加顺序 阻燃剂->苯乙烯 ->固化剂(添加比例详见表 1)
预阻型树脂配料添加顺序 促进剂->固化剂(添加比例详见表 2)
2.1 添加阻燃剂,混合型树脂要先加入填料搅拌均匀后方可加入促进剂,加入填料后的树脂要进行长时
间搅拌直至树脂中无大的填料颗粒,调制后好要静置排净气体,使用时根据用量及现场温度加入促进剂
和苯乙稀并再次进行搅拌,防止长时间放置使促进剂和苯乙稀挥发影响树脂性能。
2.2 添加促进剂,已预促的树脂可以在开桶搅拌均匀后发放车间使用,未预促的则要根据生产现场的温
度、操作需求(树脂凝胶时间)、调制的树脂重量等因素定制促进剂的加入量,加入促进剂时要按照比例
用标准量杯添加,用电动搅拌机充分搅拌均匀,调制好树脂后调胶员要进行测试并记录固化时间,直至
满足操作需求为止。
第 8 页 共 39 页
2.3 添加固化剂,所有胶衣、树脂均要在使用前搅拌均匀,避免长时间放置使树脂中添料或其它成分沉
淀影响树脂性能,固化剂必须在糊制前现场调制,避免因调制过多来不及使用使其凝胶造成不必要的浪
费,加入固化剂时,操作工人要根据现场的温度、需要的固化时间来添加固化剂的使用量,用标准量杯
加入固化剂,加入固化剂后要用调胶棒或搅拌机搅拌均匀,避免过多气体的混入,待固化剂与树脂充分
混合后即可使用,具体固化时间由调胶员每天要根据现场温度进行测试并记录,以方便工人查询和操作。
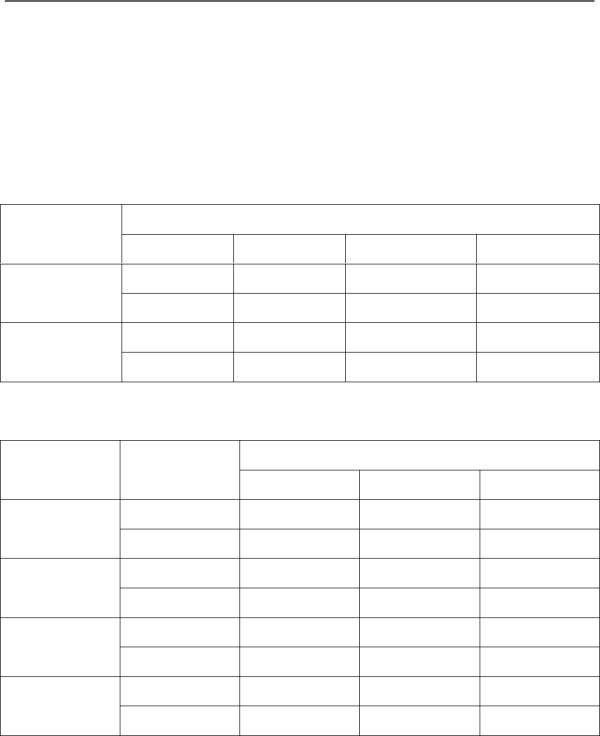
表 1
第 9 页 共 39 页
模具准备
1 投放初期的模具使用
1.1 清洁,使用干净的棉纱将模具表面清理干净。
1.2 打蜡,模具表面处理干净后,用绵纱沾 8# 蜡从模具一侧均匀打蜡,打蜡时要在模具上作直径为 200
的圆周运动,要求蜡液涂抹均匀无遗漏,晾置 15 分钟后用绵纱擦拭干净。新模具在投放使用前此过程
需重复 6-8 遍。
1.3 脱模剂,必须从模具的一侧开始涂抹,要求薄而均匀、不流淌、无遗漏(涂脱模剂只在模具投入初
期或模具修补抛光后使用)
1.4 以上操作完成后,将模具翻边用胶纸贴好,转下一工序。
2 生产工程中的模具使用
2.1 清洁,首先用刮刀除去模具表面上固化的胶衣、树脂,清除干净后需用干净的棉纱蘸二氯乙烷将模
具表面清理干净(产品脱模后应即时清理模具)。
2.2 打蜡,用干净绵纱沾 8# 蜡从模具一侧均匀地打蜡,在模具上作直径为 200 的圆周运动,要求蜡液
涂抹均匀,无遗漏,晾置 15 分钟后用干净绵纱擦拭干净。正在生产使用中的模具每次做产品前,只需
打蜡一次,若脱模顺畅也可做二至三件产品后再进行打蜡处理。
2.3 以上操作完成后,将模具翻边用胶纸贴好,转下一工序。
第 10 页 共 39 页
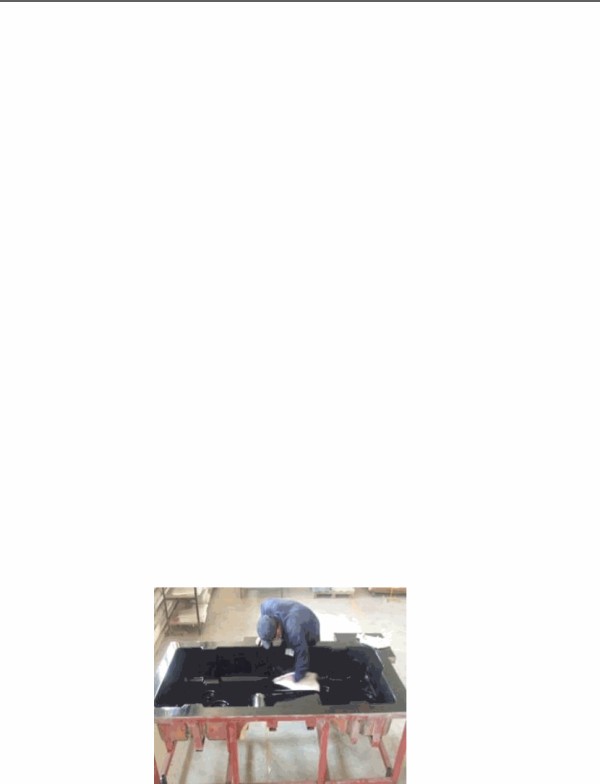
胶衣喷涂
1 使用喷枪喷涂
1.1 准备工具:电动搅拌机、量杯、电子称、塑料勺。
1.2 调配胶衣,对于没有固化剂雾化装置的喷枪要用电子称和量杯计量胶衣和固化剂的用量,加入固化
剂后进行搅拌,直到胶衣基体和固化剂充分混合后,才可进行下面的操作。
1.3 调节压力,主气阀压力一般调整为 0.7Mpa 即 101 PSI,喷枪压力一般调整范围在 0.4Mpa(58 PSI) -
0.5 Mpa(72 PSI)之间。胶衣喷涂时压力要根据胶衣的粘稠度不同而进行相应的调整,若胶衣持续稳
定的喷出枪嘴,喷出的胶衣雾化范围达到理想状态便可进行喷涂操作。
1.4 喷涂胶衣,喷涂时,保持喷枪嘴与模具的距离在 300 - 400mm 左右,带动喷枪走动时进尽量保持喷
枪与模具垂直,使喷枪均匀走动,喷涂时应分两次完成,第一次喷涂时喷枪先横向移动,喷涂胶衣用量
为 350g/㎡ - 400g/㎡(总用量的一半),进行第二遍的喷涂操作时喷枪要纵向移动,形成交叉使胶衣更
好的附着在模具上,此外,在喷涂过程中还要随时用厚度仪进行测量,以便控制胶衣厚度(胶衣用量为
600g/㎡ - 800g/㎡),表面呈橘皮状为最佳。
1.5 检验,检查有否漏喷涂现象,检查完毕后对喷枪进行清洗等维护工作,此工序为特殊工序,生产操
作人员应在完成喷涂操作后,认真即时的将湿膜厚度等相关参数填写《胶衣喷涂工艺参数记录》。
2 涂刷胶衣
胶衣搅拌均匀,控制胶衣用量在 450 - 650g/㎡ 范围内。
注意:刷子走动要均匀,横刷竖带,使胶衣厚度均匀,不要露出模具表面颜色。
网址:玻璃钢成型工艺技术手册 https://www.yuejiaxmz.com/news/view/357599
相关内容
有名的工艺艺术玻璃品牌艺术玻璃有哪些加工方法 艺术玻璃工艺品制作流程,行业资讯
玻璃工艺品吹制制作方法 艺术玻璃材料的加工方法,行业资讯
手工玻璃工艺品制作方法 手工制作中空玻璃的工艺流程,行业资讯
手工技艺锻造玻璃艺术器皿:"大眼蜂"温顺可人
玻璃工艺品制作方法 玻璃工艺品制作常用技法有哪些
公园花海玻璃钢情人节情侣接吻造型雕塑 大型英文字母ILOVEYOU立体字装饰定制
玻璃制作工艺
2024新版《玻璃清洁剂新技术工艺配方精选》(2018.07
【玻璃工艺品】
随便看看
最新动态分享
- 拥抱大自然:家居绿植养护与美化建议
- 现代家庭居室绿化
- 家居绿化植物养护方法
- 3分钟了解家庭绿化养护的注意事项(苏州绿化养护)
- 家庭绿色养殖技巧
- 家里绿植怎么养
- 搞好家庭绿化应考虑哪些条件
- 少儿科普知识:家庭绿化生活小秘诀
- 家庭绿植的日常养护经典课件
- 做好家庭绿化应考虑哪些条件
热点动态分享
- 3064
- 2906
- 2855
- 2573
- 2388
- 1929
- 1677
- 1549
- 1526
- 1338

