一种钣金件放置架的制作方法
手工制作是一种放松心情、释放创造力的方式。 #生活乐趣# #手工制作#
本实用新型涉及货架设备领域,特别涉及一种钣金件放置架。
背景技术:
传统钣金件放置架一般分为两种,第一种是单层式放置架,产品放置方式为层层叠加;第二种是多层式放置架,放置架中间增加多根横梁分隔,多层放置。为避免产品叠加变形,单层式货架放置产品时就不可过多叠加,因单层式放置架设计时一般会不太高,造成放置空间浪费;传统多层式放置架都是隔层横梁与放置架主体不可分离样式,造成产品装卸困难且极易造成产品损坏。
技术实现要素:
为了克服现有技术的不足,本实用新型提供一种钣金件放置架,该放置架的横梁与放置架主体活动连接,使得钣金类产品装卸容易。
为了达到上述目的,本实用新型采用以下技术方案:
所述侧架之间设置有层杆,所述层杆的一端设置有铰接结构,所述层杆的一端通过所述铰接结构与一侧的所述侧架铰接连接,所述层杆的另一端通过一卡接结构卡接在另一侧的所述侧架上。
与现有技术相比,本实用新型通过设置一与放置架的主体铰接的层杆(即层杆通过所述铰接结构与所述侧架铰接连接),使得层杆可相对所述侧架活动,当层杆以下位置放置钣金类产品时,所述层杆旋转至与所述侧架平行位置,避免层杆阻碍钣金类产品的放置,提高钣金类产品放置的效率,当钣金类产品放置至层杆高度时,旋转所述层杆使其卡接在相对的所述侧架上,支撑其上的钣金类产品的放置,进而克服放置架都是隔层横梁与放置架主体不可分离样式、造成产品装卸困难且极易造成产品损坏的技术问题。
作为优选,所述铰接结构包括固定件、以及沿所述层杆的长度方向设置在所述层杆上的长槽孔;
所述固定件穿过所述长槽孔将所述层杆安装在所述侧架的旁侧,所述层杆通过所述长槽孔可相对所述固定件活动。
作为优选,所述固定件为螺栓。
作为优选,所述固定件下端的所述侧架上设置有收纳件,所述收纳件上设置有供所述层杆穿过的竖直通孔,所述固定件与所述收纳件的距离小于所述长槽孔的长度。
作为优选,所述卡接结构为固定在所述侧架的旁侧且卡口朝上的l型卡件。
作为优选,所述侧架为“h”型,所述侧架上设置有所述放置架的挡板。
作为优选,所述侧架的内侧面上、所述层杆的上侧面上、所述底架的上侧面上均设置有防护胶垫。
作为优选,所述底架的下侧还设置有使所述底架抬离地面的支撑座。
作为优选,所述侧架贯穿所述底架与所述支撑座连接。
作为优选,所述底架下侧的所述侧架与所述底架之间设置有加强筋。
附图说明
现结合附图与具体实施例对本实用新型作进一步说明。
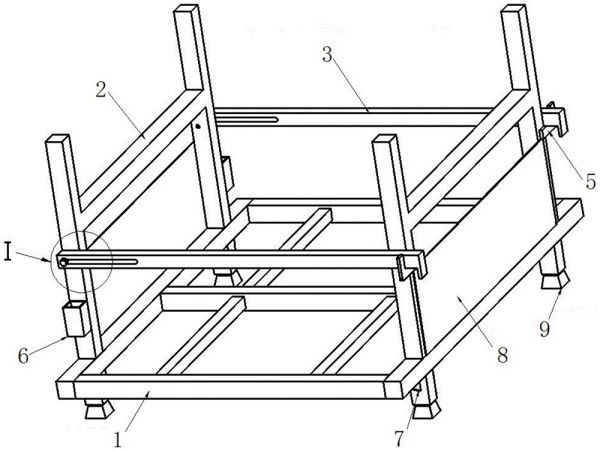
图1是本实用新型的结构示意图;
图2是图1中i部分的放大图;
图3是本实用新型的层杆的结构示意图;
图4是图1的右视图。
图中:
1、底架;2、侧架;3、层杆;41、固定件;42、长槽孔;5、卡接结构;6、收纳件;7、加强筋;8、挡板;9、支撑座;10、防护胶垫。
具体实施方式
以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
如图1~4所示,本实用新型提供一种钣金件放置架,包括底架1、相对的设置在所述底架1两侧的侧架2;所述侧架2之间设置有层杆3,所述层杆3的一端设置有铰接结构,所述层杆3的一端通过所述铰接结构与一侧的所述侧架2铰接连接,所述层杆3的另一端通过一卡接结构5卡接在另一侧的所述侧架2上。
与现有技术相比,本实用新型通过设置一与放置架的主体铰接的层杆3(即层杆3通过所述铰接结构与所述侧架2铰接连接),使得层杆3可相对所述侧架2活动,当层杆3以下位置放置钣金类产品时,所述层杆3旋转至与所述侧架2平行位置,避免层杆3阻碍钣金类产品的放置,提高钣金类产品放置的效率,当钣金类产品放置至层杆3高度时,旋转所述层杆3使其卡接在相对的所述侧架2上,支撑其上的钣金类产品的放置,进而克服放置架都是隔层横梁与放置架主体不可分离样式、造成产品装卸困难且极易造成产品损坏的技术问题。
如图2、3所示,所述铰接结构包括固定件41、以及沿所述层杆3的长度方向设置在所述层杆3上的长槽孔42;所述固定件41穿过所述长槽孔42将所述层杆3安装在所述侧架2的旁侧,所述层杆3通过所述长槽孔42可相对所述固定件41活动,其中所述固定件41优选为螺栓。
所述固定件41下端的所述侧架2上设置有收纳件6,所述收纳件6上设置有供所述层杆3穿过的竖直通孔,所述固定件41与所述收纳件6的距离小于所述长槽孔42的长度。
当放置层杆3以下位置的钣金类产品时,所述层杆3绕所述固定件41旋转至与所述侧架2平行的位置,所述层杆3通过其上的所述长槽孔42向下滑行并穿过所述收纳件6上的竖直通孔,以卡接在所述收纳件6内;当放置层杆3以上位置的钣金类产品时,所述层杆3通过所述长槽孔42向上滑行至所述长槽孔42抵接所述固定的位置,在旋转卡接在对侧的所述侧架2上,使得其支撑其上的钣金类产品,避免下层钣金类产品因上层重量过重而被压变形。本实用性通过在层杆3上设置长槽孔42和在侧架2上设置收纳件6,实现层杆3与侧架2铰接的同时,还能使得层杆3被收起,避免因层杆3在存在而影响放置架的主体的结构,且实现层杆3的快速使用和收起。
如图1、4所示,所述卡接结构5为固定在所述侧架2的旁侧且卡口朝上的l型卡件;与所述卡接结构5卡接的所述层杆3的一端为卡口朝下的l型端,优选的,所述卡接结构5为l型卡板。
如图1、4所示,所述侧架2为“h”型,所述侧架2上设置有所述放置架的挡板8;所述底架1包括“口”字形架体,所述底架1内设置有一横杆和贯穿所述横杆的两平行立杆;所述底架1的下侧还设置有使所述底架1抬离地面的支撑座9;所述侧架2贯穿所述底架1与所述支撑座9连接;所述底架1下侧的所述侧架2与所述底架1之间设置有加强筋7。
加强筋7的设置,即所述加强筋7焊接于放置架的主体上,以加强放置架整体的构架的稳定性和承载能力;挡板8的设置,使得叉车在搬运放置架时保护放置架上的产品不受外界物品碰伤。
所述侧架2的内侧面上、所述层杆3的上侧面上、所述底架1的上侧面上均设置有防护胶垫10,即放置架的主体与钣金类产品接触位置均设置有防护胶垫10,以防止钣金类产品搬运放置至架上时,钣金类产品被碰撞划伤。
优选的,所述侧架2和底架1通过若干个方形钢管焊接而成,所述方形钢管采用60*60*5方形钢管。
所述层杆3内部用四个q235-a/t6加强筋7焊接加强,且在两边长圆孔上侧焊接两条q235-a/t6*200*10加强,其与放置架用m12*150螺栓灵活连接,为隔层产品主要承重部件。
本实用新型并不局限于上述实施方式,如果对本实用新型的各种改动或变型不脱离本实用新型的精神和范围,倘若这些改动和变型属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变动。
网址:一种钣金件放置架的制作方法 https://www.yuejiaxmz.com/news/view/423804
相关内容
一种调料瓶放置架的制作方法一种可折叠的多层锅架的制作方法
一种悬挂置物架的制作方法
一种竹制置物架的制作方法
炊具放置架的制作方法
一种具有抽屉式储物盒的汽车后备箱的制作方法
一种洗碗机用餐具放置架的制作方法
饮具放置架的制作方法
一种多用磁吸置物架的制作方法
一种墙面置物架的制作方法
随便看看
最新动态分享
- 为老人选房?掌握这些贴心技巧,让他们安享晚年
- 把老人房装修细节做到位就是孝顺的体现
- 提升长辈生活质量:老人房装修的技巧与建议
- 家有长辈的要注意了,老人房装修细节至上!
- 毛坯房装修老人房设计要点,关爱父母从细节做起
- 适合老人居住的房屋设计,老人房设计需要注意哪些
- 舒适便利的居家养老空间:为老年人提供更多贴心服务与安全保障
- 给父母买套养老房 核心关切这五点就够了!
- 别马虎了!设计老人卧室细致到每一个角落
- 家有长辈要知道!老人房装修哪些需要考虑,4个问题不能忽视!
热点动态分享
- 2081
- 1969
- 1898
- 1760
- 1456
- 1394
- 1388
- 1240
- 1106
- 1101

