丰田关于锂电池生命周期评价及回收再利用最新的研究与应用
电池回收后,经过处理可再利用,用于制造新的电池或提取有价值的金属。 #生活知识# #生活小知识# #环保生活窍门# #废旧电池回收#


本文内容共3478字
推荐阅读时间 5 分钟
导读
随着全球能源需求的增长和环境问题的日益严重,锂离子电池因其高能量密度和长寿命成为储能技术的关键。然而,从电池的生产到回收,其生命周期内的能量消耗、环境影响和性能变化问题备受关注。
丰田中央研究所在第65回电池讨论会上,发表了从锂电池的生命周期评价出发,结合非破坏性检测、容量恢复、和超声剥离技术,系统探讨如何延长电池寿命、提升锂电池回收和再利用效率,从而推动循环经济的发展。
一,以循环社会为目标的电池生命周期评价
丰田中央研究所提出了一种生命周期评价(LCA)方法,该方法将回收与再利用整合到一代电池的评估中,定量展示电池循环中的资源消耗量和CO2排放量,并将这些结果反馈到技术开发中,以指导开发更优的工艺。该方法提供了有效回收和再利用的适当条件,并可作为电池回收与再利用技术开发的指导方针。这一方法有望推动循环电池经济的发展。
该LCA方法假设了如图1所示的电池生命周期,计算范围包括制造、1次利用,回收与运输、存储与诊断、再利用、回收利用以及材料合成,并评估回收和再利用的效果量。在该方法中,以一代电池为基准,不对回收和再利用的效果量进行双重计算。
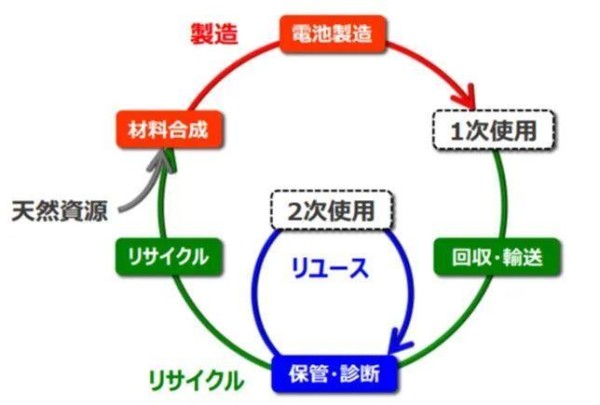
图1 电池生命周期
对于回收和再利用,分别计算其过程中产生的“CO2排放量”,以及回收时将回收材料重新用于电池制造或再利用时减少电池制造量所带来的“CO2削减效果量”,并对两者进行比较。
制造和出货的电池量中可回收电池的比例定义为回收率。回收处理的方法分别比较了干法冶炼、湿法冶炼和直接法三种方式。在再利用中,将一次使用后回收并诊断的电池量中,被再利用的电池量的比例称为再利用率。此外,通过性能比和寿命比(分别为电池性能和寿命相对于新电池的比率)来表示电池的性能和寿命,并评估再利用率、性能比和寿命比对再利用效果量的影响。结果如下:
在回收过程中,可能出现CO2削减效果量(图2的C)小于CO2排放量(图2的B)的情况,此时,回收反而会增加CO2排放。因此,需要改进回收方法,提高效率,并开发相关技术。
再利用的CO2削减效果量(图2的E)依赖于再利用电池的再利用率、性能比和寿命比,三者越高,削减效果越显著。然而,对于接近寿命末期的电池,即使性能比和寿命比有所保留,但若数值较低,再利用可能导致CO2排放增加。
为了在生命周期内减少CO2排放,制造高寿命电池、提高回收率和再利用率并充分利用电池显得尤为重要,同时开发电池追踪技术和诊断技术也不可或缺。
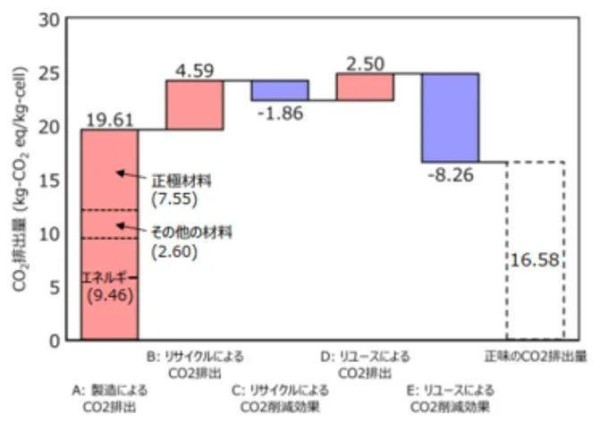 图2 电池生命周期中产生的二氧化碳排放
图2 电池生命周期中产生的二氧化碳排放
二,高频阻抗检测 Li 析出的非破坏性检测
为减少CO2排放和天然资源消耗,锂离子电池的再利用已成为必要。非破坏性诊断是实现再利用的关键技术之一。锂离子电池的劣化模式包括Li析出,可能降低热稳定性。目前,检测Li析出的非破坏性方法有机器学习结合电化学阻抗谱,但单独检测Li析出仍较困难。
丰田中央研究所提出了一种基于100kHz以上高频实部阻抗变化的非破坏性检测技术。在该频率范围,电子转移阻抗占主导,电解液泳动效应较小,表皮效应显著。当负极与隔膜界面生成高导电率的Li金属时,实部阻抗在特定频率范围内降低。
实验使用市售的圆柱型18650型锂离子电池进行劣化前后高频阻抗测量。通过高倍率循环试验引起Li析出劣化,通过低倍率循环试验引起非Li析出劣化。在劣化逐步进行的过程中,使用矢量网络分析仪以分流法测量1MHz阻抗。劣化试验后拆解电池,通过目视检查确认是否存在Li析出。
通过高倍率循环试验,制备了不同劣化程度的锂离子电池。在炉内逐渐升高温度的过程中,同时测量炉温和电池表面温度。当电池表面温度的上升率达到炉温上升率的1.25倍时,定义该电池表面温度为热失控起始温度。结果如下:
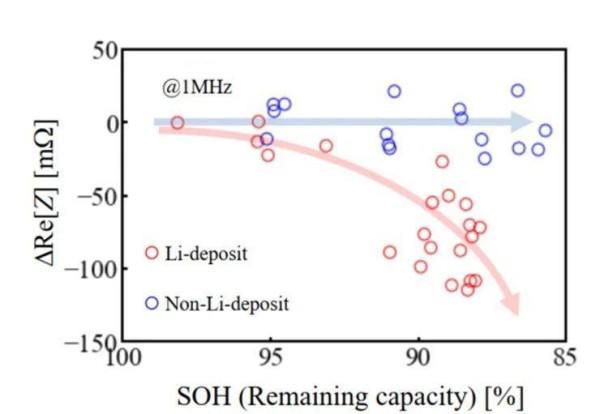
图3 电池劣化后的容量保持率与1MHz阻抗变化量的关系
根据图3,可以看出对于Li析出劣化,随着劣化进展,实部阻抗显著降低;而对于非Li析出劣化,阻抗变化量较小。
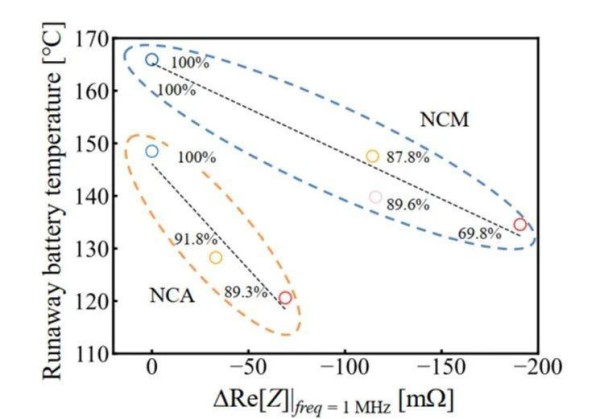
图4 电池劣化后的1MHz阻抗变化量与热失控起始温度的关系
图4的试验中使用了两种锂离子电池(NCM和NCA)。无论是哪种锂离子电池,随着劣化进展并发生Li析出,1MHz阻抗和热失控起始温度均减少,表现出显著的相关性。
由上述结果表明,通过高频实部阻抗的测量,可以非破坏性地检测Li析出及其引起的热稳定性下降。
三,二手锂离子电池的容量恢复技术
伴随着电动化加速及可再生能源的普及,锂离子电池的需求迅速扩大,对于二手锂离子电池的处理在实现电池可持续循环利用方面起着重要作用。目前,通过回收锂离子电池,从正极活性物质中提取Ni和Co等有价金属,并将其重新加工为活性物质的回收技术正在推广中。然而,根据二手锂离子电池的不同劣化程度进行适当处理,可以降低电池循环的能量和成本负担。因此,丰田中央研究所研究了一种作为电池循环利用方法的溶液注入型回收技术。该方法采用一种含有电子和Li+的碱性芳香族自由基阴离子——锂萘(Li-Naph),通过与电解液的混合来控制电位,无需拆解电池即可恢复容量(图5a)。
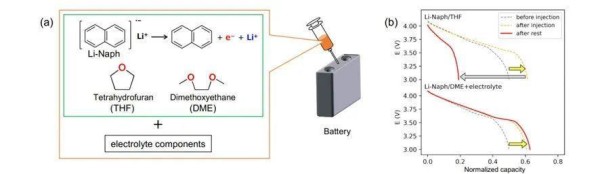
图5 电池回收剂Li-Naph的成分组成与容量恢复测试效果
回收剂的制备
将萘溶解于四氢呋喃(THF)或1,2-二甲氧基乙烷(DME)溶剂中,浓度为1.0 mol L−1,然后加入等摩尔的锂金属搅拌制备 Li-Naph(分别表示为1M Li-Naph/THF 和1M Li-Naph/DME)。之后将上述溶液与等体积的碳酸酯系电解液混合,作为回收剂使用。
容量恢复效果的验证
使用了一种模拟劣化电池,该电池由包含LiNi1/3Co1/3Mn1/3O2 正极、石墨负极以及含有1.1 M LiPF6/碳酸酯系电解液的隔膜的叠片式电池组成,并事先从正极中提取了锂。将上述制备的溶液注入模拟劣化电池后,分别在注入后立即以及静置120 小时后,以相当于0.2C的电流密度,在25 ℃、电压范围为3.0V 至4.1V的条件下测量电池容量。之后,进行了20 次循环和100 次循环的充放电循环测试。结果如下:
对注入含有 Li-Naph 的 THF 溶液进行容量恢复测试(图5b),结果表明,尽管注入后容量得到了恢复,但放置后出现显著劣化,在后续的循环试验中容量进一步下降。同样的结果也在 DME 溶液中观察到。
另一方面,当将上述溶液与碳酸酯系溶剂制成的电解液混合后注入电池时,无论在注入后即时还是放置后均表现出容量恢复效果。经过容量恢复的循环特性也与未添加溶液的系统具有同等性能。
四,面向直接回收的锂离子电池正极水中超声剥离技术
随着电动车的普及,锂离子电池的生产量增加,未来将产生大量工厂边料和废旧电池。由于锂离子电池中普遍使用稀有金属资源,回收至关重要,同时需关注回收过程中的CO2排放。现有的回收方法包括干法、湿法冶炼和直接回收,其中直接回收作为低CO2排放的未来技术仍在研究中。
直接回收需高纯度分离活性材料与集流箔,但传统热处理或破碎难以实现理想效果。因此,丰田中央研究所提出了一种非加热、非机械的水中超声处理技术,用于高纯度分离锂离子电池正极材料。图6展示了基于该技术的回收工艺方案,并比较了初始电极与超声剥离后回收材料重新制备正极的容量性能。
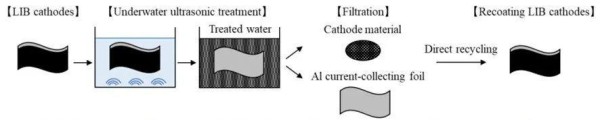
图6 基于水中超声处理技术的锂离子电池回收工艺方案
1. 正极材料准备
• 使用正极材料:厚度15μm的Al集流箔
• 正极活性材料层:LiNi1/3Co1/3Mn1/3O2/乙炔黑/PVdF(95/3/2 wt%)
2. 超声处理实现活性材料剥离
将含正极材料的瓶子置于超声浴槽中,在不同频率(40、80、120、170 kHz)、500W功率下进行处理,比较有无扫频(±1 kHz,1000次/秒)的剥离效果。结果显示:
• 无扫频条件下,活性材料剥离率较低;
• 扫频条件下,80kHz和120kHz的剥离率均超过99%,且Al杂质含量低于0.02wt%,为最优条件。低频增强剥离力但易损伤Al箔,高频扫频均匀剥离,兼顾高剥离率与低损伤。
3. 再涂覆正极性能
使用超声剥离后的回收粉末制备正极,与初始正极进行比较。两者在25°C、0.1 C倍率下的放电容量分别为166.3mAh/g和165.5mAh/g;Li组成分别为1.06和1.05,无显著差异。未来将进一步评估其循环性能。
五,总结
锂离子电池的可持续发展需从生命周期评价出发,优化回收与再利用技术以减少资源消耗与CO2排放。通过高频阻抗检测实现非破坏性诊断,提高再利用效率;采用溶液注入恢复电池容量,降低循环成本;利用水中超声技术高效分离正极材料,实现直接回收。这些技术的综合应用将延长电池寿命,提升资源利用率,为循环经济发展和碳中和目标提供重要支撑。
网址:丰田关于锂电池生命周期评价及回收再利用最新的研究与应用 https://www.yuejiaxmz.com/news/view/467894
相关内容
丰田将回收“旧电池”用在新车上,已与电池回收公司达成合作锂电池回收处理设备让生活中的废旧电池重新再利用,保护环境
退役动力锂电池再生利用蓝皮书
格林美:公司回收再造的碳酸锂为电池级碳酸锂,碳酸锂的纯度超过99.6%,杂质含量低于行标电碳
废旧锂离子电池绿色再生利用以及衍生产品
动力锂电池回收再利用设备助力环保事业
手机废旧锂电池“翻新”记
“锂想生活”科创团队:以科技之光,点亮锂电池回收的绿色未来
最新版关于生活垃圾处理与回收利用研究报告.docx
关于高校旧书回收再利用的创新模式研究
随便看看
最新动态分享
- 生活物资采购清单(如何制定全面有效的购物计划)
- 单元1家庭生活购物的学问(课件)晋科版六年级下册综合实践活动.pptx
- 英国超市食物有哪些准备
- “列清单”是个好习惯,我们该如何引导孩子用好清单?
- 带孩子逛超市备年货,这些教育契机千万不要错过!
- 自我提升、社交、兴趣等登上年轻人购物清单,72.08%受访者赞成合理消费 超七成受访大学生认同购物节消费应“依计行事”
- 大班数学活动《购物清单》
- 购物明细表
- 家庭生活用品购物清单,家庭生活用品清单明细表图片
- 准大一新生入学购物清单引争议,家长焦虑背后:真的需要那么多吗
热点动态分享
- 2836
- 2703
- 2680
- 2369
- 2215
- 1844
- 1654
- 1501
- 1404
- 1315

