等离子体气化熔融/垃圾处理系统
建立垃圾分类系统,实行绿色垃圾处理。 #生活知识# #家居生活# #生活常识普及# #环保生活指南# #绿色家居设计#
引用本文
王建伟, 郑鹏, 崔慧. 等离子体气化熔融/垃圾处理系统[J]. 新能源进展, 2020,8(5): 391-395
WANG Jian-wei, ZHENG Peng, CUI Hui. Plasma Gasification Melting/Waste Treatment System[J]. ADV NEW RENEWABLE EN, 2020,8(5): 391-395.
Doi: 10.3969/j.issn.2095-560X.2020.05.007
Permissions
Copyright©2020, 《新能源进展》编辑部
版权所有 © 《新能源进展》编辑部
† 通信作者:郑 鹏,E-mail:1419508741@qq.com
作者简介: 王建伟(1972-),男,博士,副教授,主要从事新能源利用、锅炉设备设计等研究。郑 鹏(1996-),男,硕士研究生,主要从事等离子体气化熔融等新能源研究。
收稿日期: 2020-07-06
Key words:gasification melting furnace;rotary preheater;regenerator;waste heat recovery;refractories

开放科学(资源服务)标识码(OSID)
0 引言
随着中国城市化进程的加快, 城市垃圾的产量快速上升。据统计, 2019年我国产生了近10亿t垃圾, 其中生活垃圾约4亿t, 建筑垃圾约5亿t, 另外还有约1 000万t的厨余垃圾。基于我国城市垃圾分类水平不高的国情, 对各种垃圾的处理刻不容缓。
传统垃圾处理方式存在的问题:①堆肥法, 我国城市垃圾复杂, 且垃圾分拣水平不高, 致使处理成本较高, 另外一些有毒物质伴随农田肥料进入农田, 污染土壤, 危害人类健康; ②填埋法, 占地面积大, 一些重金属和无法分解的有毒物质仍会进入土壤, 污染大地; ③焚烧法, 灰渣中存在重金属、氯化物、硫化物以及二噁英等有毒物质, 如处理不当会产生二次污染等环境问题[1]。
为了更有效地从垃圾中回收能源并尽可能减少污染物排放, 各国均努力开发21世纪第二代废物气化熔融一体化技术。在提高锅炉效率和发电效率的同时, 努力使二噁英和重金属等二次污染物的排放降到最低。但是已开发出的如回转窑气化熔融工艺、流化床气化熔融工艺和高炉型直接气化熔融工艺均存在缺点。回转窑体积庞大, 投资大, 运行成本高, 需要外部能源供应; 流化床气化熔融工艺中, 垃圾必须经过干燥和脱水处理, 且粒径必须在1 cm以内, 对垃圾分类要求高; 高炉型直接气化熔融工艺采用纯氧辅助燃烧, 且与垃圾呈逆向方式进入, 运行成本高[2]。
为克服传统城市垃圾处理方式的不足和上述三种气化熔融工艺的缺点, 本文理论设计了一套日处理垃圾能力在10 ~ 30 t的等离子体气化熔融/垃圾处理系统, 其占地面积在2 000 m2左右, 并设计了一台回转式垃圾预热器回收高温余热, 以期能够最大程度节省等离子体炬的电耗, 实现节能减排的目的。
为了使炉内衬用耐火材料适应气化熔融炉的作业条件, 一些学者研制开发出不同类型和品种的熔融炉内衬用耐火材料, 研究尚处试验阶段, 材料是否能大规模使用仍需要时间去验证。
1 设计方案
1.1 系统流程
为处理城市垃圾, 避免产生二次污染的问题以及最大程度提高系统效率, 理论设计并搭建了一套等离子体气化熔融/垃圾处理系统。其设计方案如图1所示。
系统工艺流程如下:在回转式预热器内, 城市垃圾被高温空气预热并破碎; 预热后的气体通入燃烧室燃烧燃尽, 城市垃圾与添加剂混合物则由进料器送入气化熔融炉; 城市垃圾在高温等离子体的作用下熔融, 经水冷固化形成无害玻璃体; 气化产生的燃气经过高温改性后温度可达1 000℃, 然后进入燃气换热器, 水在管内流动, 燃气在管外经导流板做紊流流动, 经过气水换热, 燃气温度降低到240℃左右进入布袋除尘器除尘净化; 通过燃气换热器产生的高温高压蒸汽可以直接送入蒸汽轮机进行发电; 净化后的燃气一部分通入燃烧室内, 在超过1 000℃的高温空气下进行蓄热式燃烧, 另一部分通入燃气轮机用来发电; 燃烧后产生的高温烟气依次经过高温四通阀、蓄热体、低温四通阀、冷凝式换热器, 最后烟气由引风机排放至大气, 排烟温度为40℃[3]; 蓄热式换热器将常温空气加热至1 000℃以上, 产生的高温空气分为四股, 分别作为回转式预热器中的预热空气、气化熔融炉底部气化剂、燃气改性器的氧化分解改性气和蓄热式燃烧的助燃空气[4]。
系统可能会出现如二次燃烧室温度过高、炉体表面温度过高的问题。从理论方面分析, 二次燃烧室温度高可能是由于通入空气方式不佳, 导致空气过多或空气流速较慢; 炉体表面温度过高可能是由于炉体内部耐火材料及保温材料不佳导致。
1.2 等离子体气化熔融炉
气化熔融炉是本系统的核心。气化熔融炉按炉体结构大致分为热分解气化熔融炉和直接气化熔融炉两种。相较于热分解气化熔融炉, 直接气化熔融炉实现了热解气化和熔融的一体化, 占地面积只是前者的70% ~ 80%, 建设费用也会有所降低[5]。本系统中炉体选用直接气化熔融炉。结构如图2所示。
气化熔融原理:垃圾与添加剂(CaO)一起被投入等离子体式气化熔融炉中, 从上到下依次进入干燥区(温度约300℃)、热分解区(300 ~ 1 000℃)和熔融区(1 700 ~ 1 800℃), 城市垃圾通过干燥区的加热使其水分蒸发并逐渐向下移动到热分解区, 使有机物分解为H2、CO等合成气, 剩余无机物和难以分解的有机物与CaO等一起下降到熔融区。气化熔融炉下部设有等离子体炬, 等离子体炬的工作气体经电弧放电后, 喷出温度高达3 000 ~ 6 000℃的高温等离子体气体, 在炉底形成高温氛围[6]。炉体上配有主风口、二次风口、三次风口, 其中主风口通入的是蓄热式换热器产生的高温空气。风口的目的是使城市垃圾气化更充分, 熔融更彻底, 减容率达到95%以上。
在添加剂的选择上, 可选用海洋废弃物如扇贝壳、牡蛎壳、花蛤壳等, 将其煅烧生成CaO作为添加剂。根据KAEWPANHA等[7]的测试结果, 贝壳的主要成分中, CaCO3含量接近98%。
气化熔融炉可从根本上解决二噁英和污染问题的原因主要有:①通过添加生石灰(CaO)等添加剂除去气化过程产生的HCI、C12、SO2等酸性气体。②采用等离子体炬释放高温装置。炉内温度达到1 300 ~ 1 700℃, 高温条件下能够摧毁垃圾中二噁英和二噁英的前趋物, 并且促成二噁英合成的催化剂金属盐类化合物(如CuCl2)等在高温下被还原。③灰渣和炉渣熔融物用水急骤冷却成玻璃体, 将重金属固化在玻璃体内[2]。
1.3 回转式预热器
我国城市垃圾含水量高, 给系统带来诸多问题:大量的水分气化吸热, 因此气化过程中需要耗费较多的热量, 其中主要包括等离子体炬提供的热量; 城市垃圾中的水分会增加烟气中的水蒸气分压, 使烟气露点温度升高, 增强对设备的腐蚀; 水分过高会间接降低炉温, 促进二噁英的形成。
为了抑制城市垃圾水分高带来的各种问题, 本系统设计了可对垃圾预热的装置, 结构如图3所示。
Figure Option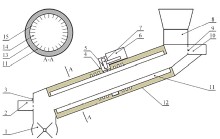 图3 回转式预热器二维结构图
图3 回转式预热器二维结构图1-锁料进料器; 2-预热垃圾高温空气入口; 3-入口栅板; 4-转动密封圈; 5-齿圈; 6-电机; 7-齿轮; 8-双层门密封进料器; 9-出口栅板; 10-预热垃圾空气出口; 11-保温材料; 12-转筒; 13-外壳; 14-内支架板; 15-内壳Fig. 3 Two-dimensional structure chart of rotary preheater
回转式预热器的工作原理:外壳与锁料进料器以及双层门密封进料器焊接在一起固定不动, 外壳内壁上覆有保温材料; 内壳与内支架板以及转动密封圈固定在一起, 系统运行时带动双层密封门来的垃圾, 一边逐渐向左下方前进, 一边被来自蓄热式换热器的高温空气预热, 高温空气放热降温后经预热垃圾空气出口离开回转式垃圾预器, 进入二次燃烧室燃尽; 内支架板的作用是破碎垃圾同时增强导热; 城市垃圾经双层门密封进料器进入筒体, 进料器右下方布置预热垃圾空气出口, 网格状出口栅板竖直安装在空气出口处, 用以阻隔垃圾并疏通气流; 电机固定在支架上, 齿圈固定在内壳的外壁上, 电机通过齿轮轴带动小齿轮转动, 通过小齿轮与齿圈相啮合, 带动转筒及筒内垃圾转动; 预热破碎后的垃圾通过锁料进料器进入气化熔融炉。预热垃圾空气入口中间以网格状入口栅板相隔; 高温空气通过入口栅板进入预热器, 利用之后通过出口栅板离开预热器。
在预热器内, 城市垃圾与蓄热式换热器产生的高温空气逆流流动, 发生对流、辐射等换热, 避免了在气化熔融炉内能耗高的问题; 同时缓解了设备腐蚀严重、污染物排放增多的问题。
1.4 蓄热体部分
蓄热体是本系统余热回收的核心部件。利用蓄热体具有换热速度快、蓄热量大、抗冲刷能力强、耐高温耐腐蚀、阻力小等优点, 将蓄热体设置在蓄热室内, 直接与空气和高温烟气接触, 进行周期性的换热。
目前国内比较常用的是陶瓷球蓄热体和蜂窝陶瓷蓄热体。蜂窝陶瓷蓄热体和传统的陶瓷球蓄热体的性能对比如表1所示。
 表1 陶瓷球蓄热体与蜂窝式陶瓷蓄热体性能比较 Table1 Performance comparison of ceramic ball regenerator and honeycomb heat regenerator
表1 陶瓷球蓄热体与蜂窝式陶瓷蓄热体性能比较 Table1 Performance comparison of ceramic ball regenerator and honeycomb heat regenerator本方案中采用蜂窝陶瓷蓄热体, 目前国内使用的蜂窝陶瓷蓄热体多以刚玉-莫来石、莫来石-堇青石、碳化硅复合质等为原料。
蒋绍坚等[8]的研究表明, 蜂窝陶瓷蓄热体壁厚仅0.2 ~ 0.5 mm, 单元间距为1 ~ 3 mm, 单位体积的表面积比陶瓷球蓄热体提高了3 ~ 4倍, 换热性能大大提高。具有同样换热能力的两种蓄热体, 蜂窝陶瓷蓄热体的体积仅为陶瓷球蓄热体的1/3 ~ 1/6, 重量仅为1/6 ~ 1/10, 体积小、重量轻的特点缩小了蓄热室的体积。蜂窝陶瓷蓄热体进行热交换后的高温空气几乎等于炉中烟道气的温度, 并且两者之间的温差减小至极限热交换水平50 ~ 100℃。蓄热体的温度效率可以达到90%以上, 热效率可以达到80%以上, 达到了很好的余热回收的目的[9]。
蜂窝陶瓷蓄热体将系统产生的热能储存起来, 再通过四通阀反馈到系统中, 提高了系统的效率。
2 炉用耐火材料
2.1 耐火材料的选择
气化熔融炉内的温度常在1 400℃以上, 温度高时甚至超过1 800℃。因此, 必须选择耐侵蚀性好的耐火材料。研究显示, 高温并不是耐火材料的唯一影响因素, 炉内熔融物的碱度同样也会对耐火材料产生较大的影响。
气化熔融炉的耐火材料因炉内温度的不同而不同, 耐蚀性强的耐火材料用于与温度高的熔融区。据尤士伟等[10]的研究, 熔渣包含碱性物质如Na2O、K2O等, 酸性物质如Cl-、SO42-等, 具有0.3 ~ 1.5的低碱度。同时, 由于经过了1 400 ~ 1 700℃的高温处理, 侵蚀剂是液相且含有大量的碱、磷等, 黏性极低、侵蚀力大, 所以熔渣侵蚀性很强。通常, 高温熔融炉中使用含铬的耐火材料。
熔融炉用耐火材料的耐侵蚀性试验结果如表2所示[11]。
表2 熔融炉用耐火材料抗侵蚀性能 Table 2 Corrosion resistance of refractories for melting furnace在许多熔融炉中, 包括一些气化熔融分离型, 都会使用含铬的耐火材料, 含有氧化铬的耐火材料材质成分为Al2O3-Cr2O3质、Cr2O3为10% ~ 20%的浇注料、耐火砖[12]。
选择Al2O3-Cr2O3质做耐火材料的原因主要是 高温环境中Al2O3易溶解, Cr2O3不易溶解, Cr2O3溶解后能够增加熔渣的黏度, 降低熔渣流速。在炉内表面形成铝铬固溶体, 提高了炉体的耐热性, 降低与侵蚀剂的反应程度, 减少了低熔点化合物的生成。据华夏[11]的研究, 随着材料中SiO2含量的减少和Cr2O3含量的增加, 其使用寿命成倍提高。这主要是由于随着SiO2含量的减少, 低熔点物质难以产生Al2O3与Cr2O3反应形成连续固熔体, 具有很高的耐侵蚀性, 而且渣的黏度因Cr2O3的增多而增大, 从而抑制炉衬材料的熔解。
2.2 无铬化的研究
含有氧化铬的耐火材料具有极好的性能, 但近些年来有些学者认为含铬耐火材料可能会生成六价铬, 对人和环境造成伤害, 因此从可持续发展等方面考虑, 今后耐火材料可能会向无铬方向发展。
硅酸铝、碳化硅、石墨、锆石、白云石等材料都是无铬耐火材料, 例如碳化硅已被用在气化熔融炉中, 且经过长时间的系统运行并未出现什么问题。
然而, 据尤士伟等[10]的研究, 作为非氧化物的碳化硅, 高温下很容易遇氧化导致体积膨胀, 从而遭受破坏。由于碳化硅氧化生成氧化硅, 因此材料的性能价值取决于抗氧化的程度, 以及抗渣侵蚀性。若炉内气氛为还原性, 碳化硅等非氧化物系耐火材料则可以表现出很好的效果。
另外, 孙荣海等[13]的研究表明, 改进的MgO-MgO∙ Al2O3-ZrO3质浇注料在抗熔渣侵蚀方面要优于传统的Al2O3-Cr2O3质浇注料, 插入的试验试样仍在使用。在其他几家工厂进行的新材料插入试验正在进行中。材料能否大规模的使用, 还需要时间的验证。
3 结论
本文设计的气化熔融系统是在现有生产工艺的基础上进行的改造, 并没有增加复杂的设备, 应用范围广泛, 同时对正在运行的系统进行了创新改进, 方便快捷。在耐火材料选择上, 大多数厂家采用Al2O3-Cr2O3质、Cr2O3为10% ~ 20%的耐火砖。整个系统经改造后, 适合我国生活垃圾含水量高、低热值的国情, 充分利用了城市垃圾中的能源, 将二噁英的排放控制在国家标准0.1 ng-TEQ/Nm3以内, 同时减少了重金属等二次污染物的排放, 具有良好的社会经济性, 发展可持续性, 符合国家倡导的可持续发展的能源战略, 具有广阔的应用前景。
参考文献
[1]李欣.网址:等离子体气化熔融/垃圾处理系统 https://www.yuejiaxmz.com/news/view/715770
相关内容
城市垃圾处理系统.ppt垃圾的处理方法
电子垃圾怎么处理
生活垃圾焚烧炉渣处理系统.pdf
生活垃圾MBT处理系统
「中央垃圾处理系统」中央垃圾处理系统公司黄页
等离子危废处置技术介绍!
小型垃圾处理净化系统
生活垃圾处理系统的制作方法
垃圾产业风口来了!垃圾加工、污水处理…这波新技术助你变废为宝!
随便看看
最新动态分享
- 自己手工制作房间装饰品有哪些方法,怎么设计比较创新呢
- 家居生活小饰品自制方法是什么
- 废弃物品手工制作花盆大全(废物利用怎么做花盆)
- 如何自制创意家居挂饰
- 第八章:记忆技巧与生活实践
- 科学记忆法中分类记忆法的全面解析
- 七年级生物学习方法
- 日常习惯、词汇积累与记忆策略:语文学习的有效路径及实践指南
- 学习记忆——题型篇——写作——记忆宫殿法
- 初中生物学习方法
热点动态分享
- 3107
- 2912
- 2878
- 2604
- 2450
- 1945
- 1683
- 1567
- 1545
- 1383

